




- Introduction
- Maintenance
- Preparation
- Service specifications
- Diagnostics
- 2JZ-GE Engine
- 2JZ-GTE Engine
- 2JZ-GTE Turbocharging
- 2JZ-GE Emission control
- 2JZ-GTE Emission control
- 2JZ-GE SFI
- 2JZ-GTE SFI
- Cooling
- Lubrication
- Ignition system 2JZ-GE
- Ignition system 2JZ-GTE
- Starting system
- Charging system
- Clutch
- W58 manual transmission
- V160 manual transmission
- A340E 2JZ-GE automatic transmission
- A340E 2JZ-GTE automatic transmission
- Propeller shaft
- Suspension and axle
- Brake system
- Steering
- Supplemental restraint system
- Body electrical system
- Body
- Air conditioning system
- Thoroughly clean all parts to be assembled.
- Before installing the parts, apply fresh engine oil to all sliding and rotating surfaces.
- Replace all gaskets, O-rings and oil seals with new parts.
- Assemble piston and connecting rod
- Install a new snap ring at one end of the piston pin hole.
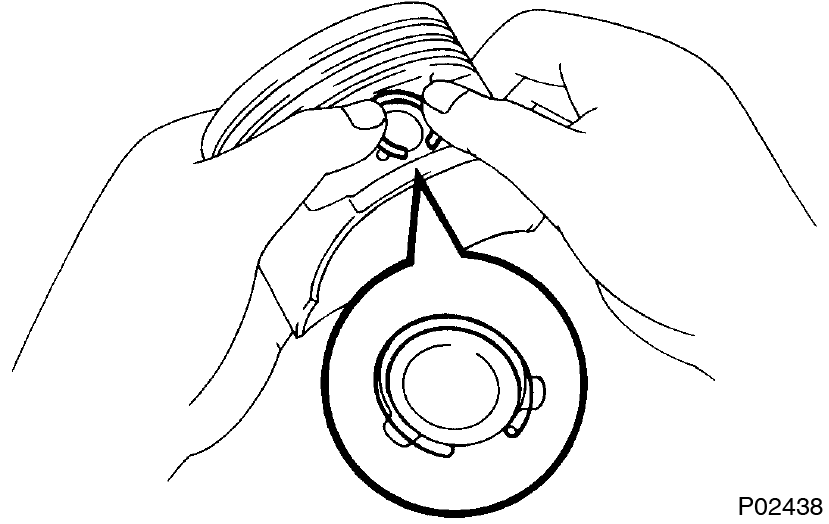 Be sure that end gap of the snap ring is not aligned with the pin hole cutout portion of the piston.
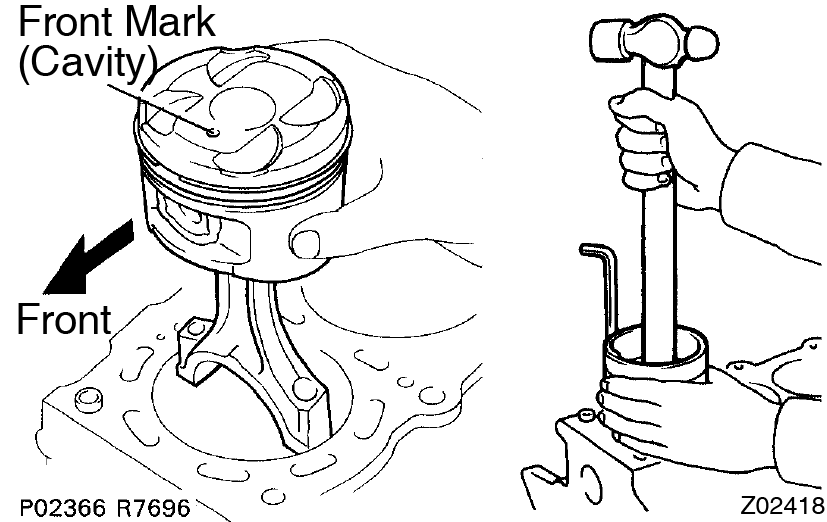
Be sure that end gap of the snap ring is not aligned with the pin hole cutout portion of the piston. - Gradually heat the piston to about 80°C (176°F).
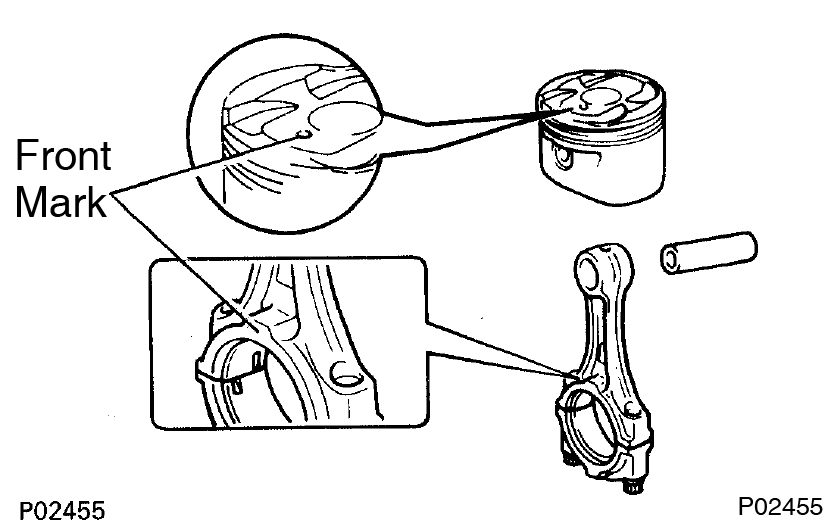
- Coat the piston pin with engine oil.
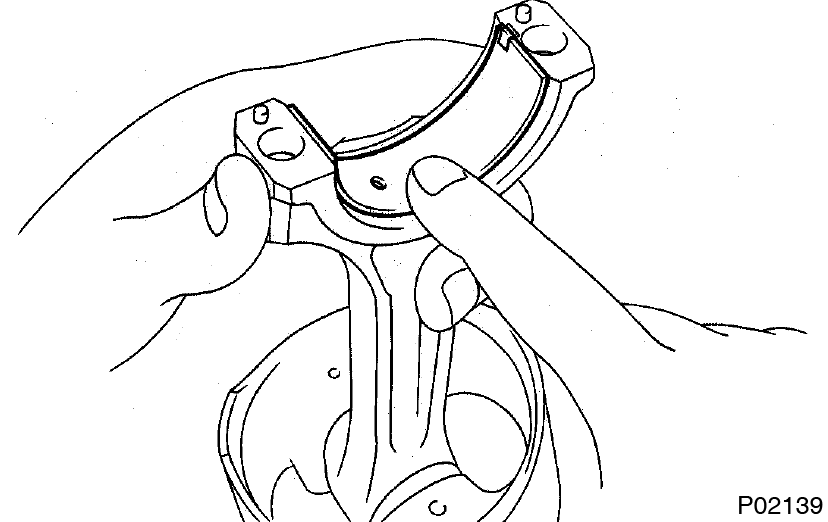
- Align the front marks of the piston and connecting rod, and push in the piston pin with your thumb.
- Install a new snap ring at the other end of the piston pin hole.
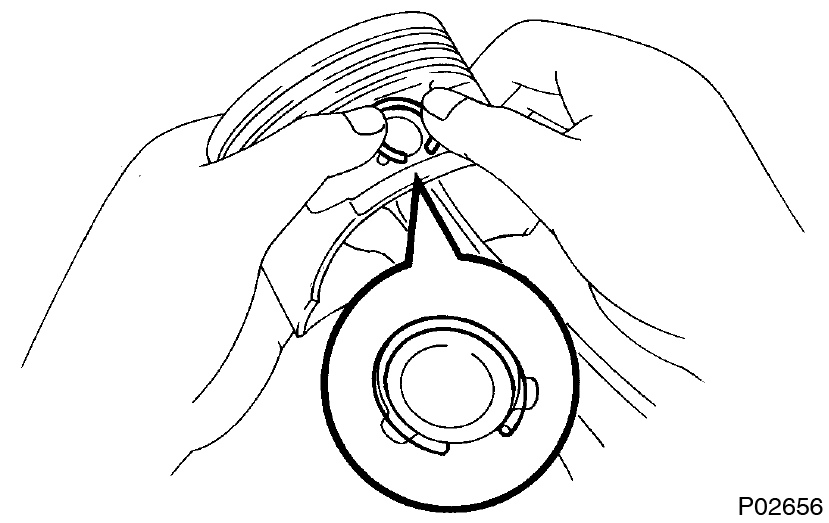 Be sure that end gap of the snap ring is not aligned with the pin hole cutout portion of the piston.
Be sure that end gap of the snap ring is not aligned with the pin hole cutout portion of the piston.
- Install a new snap ring at one end of the piston pin hole.
- Install piston rings
- Install the oil ring expander and 2 side rails by hand.
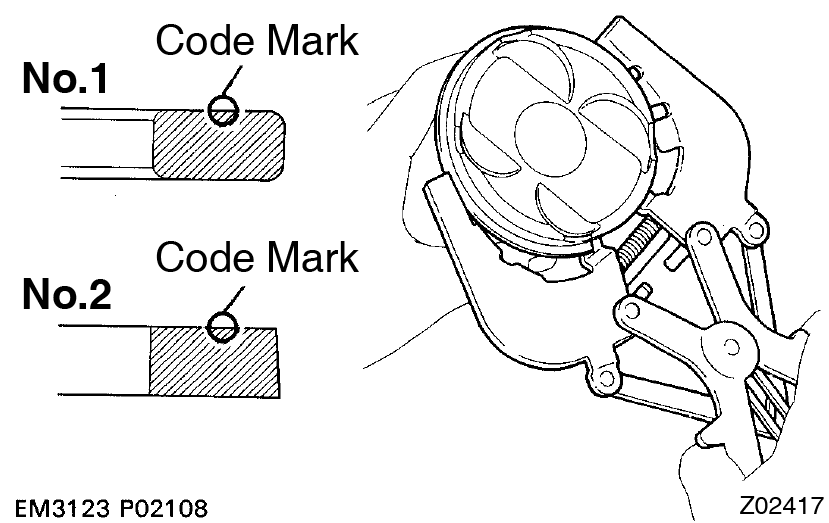
- Using a piston ring expander, install the 2 compression rings with the code mark facing up.
Code mark:
No.1 1T
No.2 2T - Position the piston rings so that the ring ends are as shown.
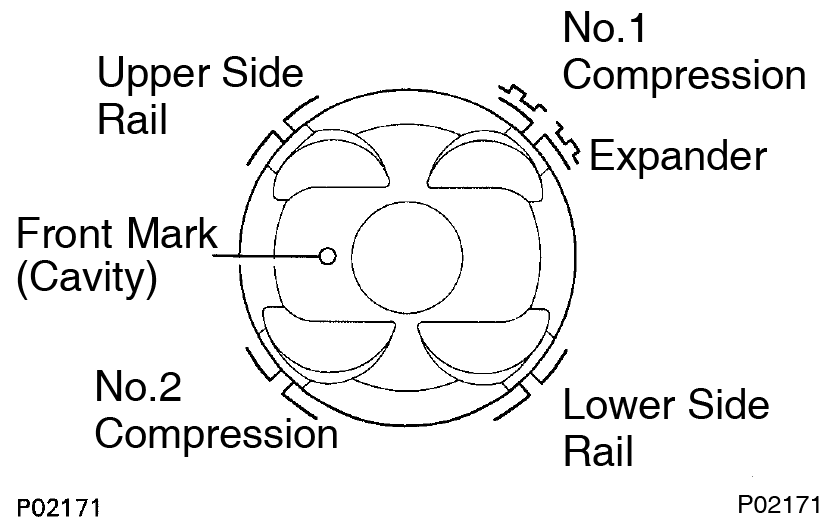 Do not align the piston ring ends.
Do not align the piston ring ends.
- Install the oil ring expander and 2 side rails by hand.
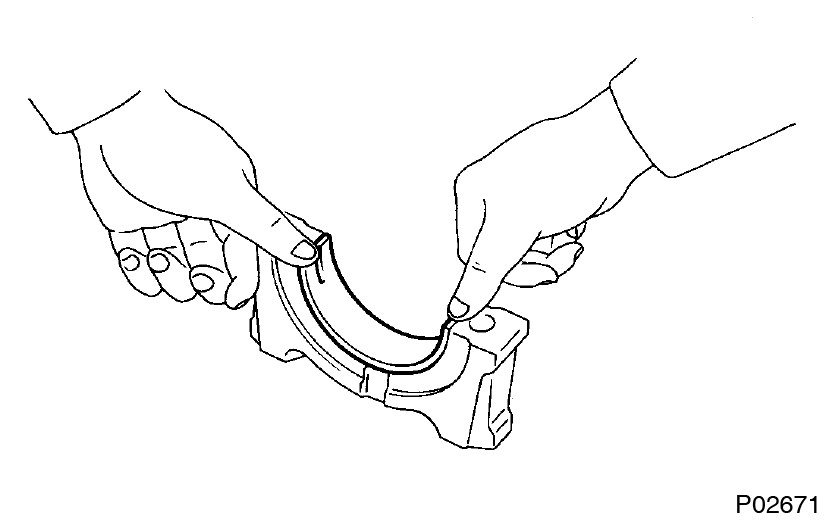
- Install bearings
- Align the bearing claw with the groove of the connecting rod and connecting cap.
- Install the bearings in the connecting rod and connecting rod cap.
Apply a generous amount of oil on the sliding surface of the bearing, and not on the back of it or on the surface to which it is installed. - Install main bearings
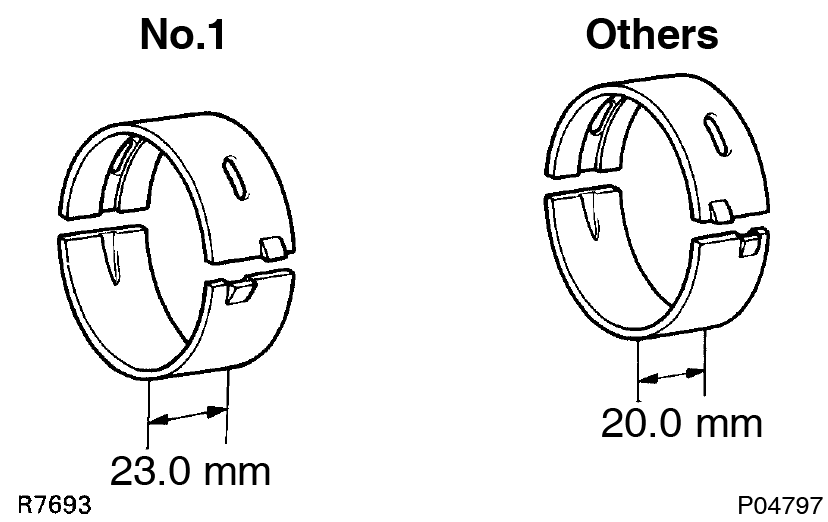
- Main bearings come in widths of 20.0 mm (0.787 in.) and 23.0 mm (0.906 in.). Install the 23.0 mm bearings in the No.1 cylinder block journal position with the main bearing cap. Install the 20.0 mm bearings in the other positions.
- Upper bearings have an oil groove and oil holes; lower bearings do not.
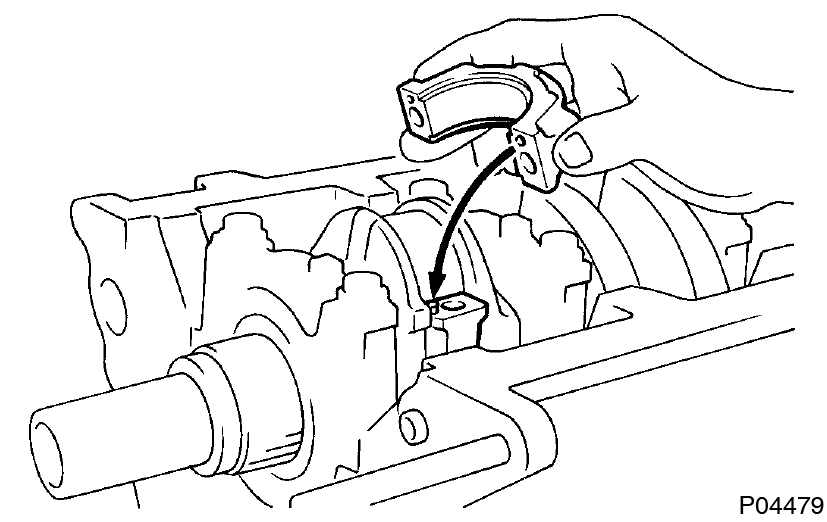
- Align the bearing claw with the claw groove of the main bearing cap or cylinder block.
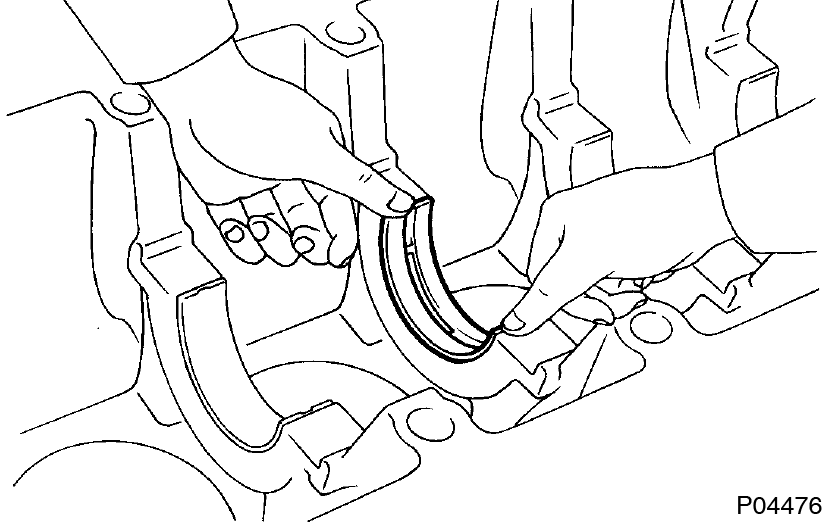 Install the bearing with the oil hole in the cylinder block.
Install the bearing with the oil hole in the cylinder block. - Install the bearings in the cylinder block and main bearing caps.
- Install upper thrust washers
Install the 2 thrust washers under the No.4 main journal position of the cylinder block with the oil grooves facing outward.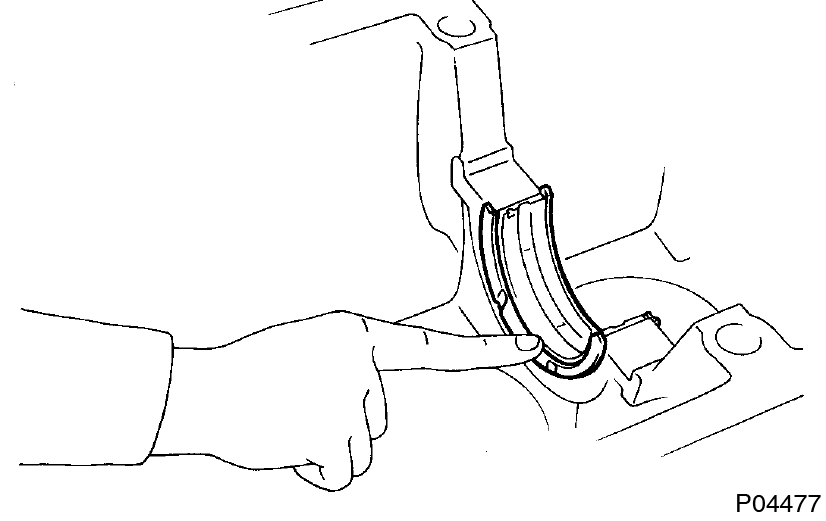
- Place crankshaft on cylinder block
- Place main bearing cap and lower thrust washers on cylinder block
- Install the lower thrust washers on the No.4 main bearing with the grooves facing outward.
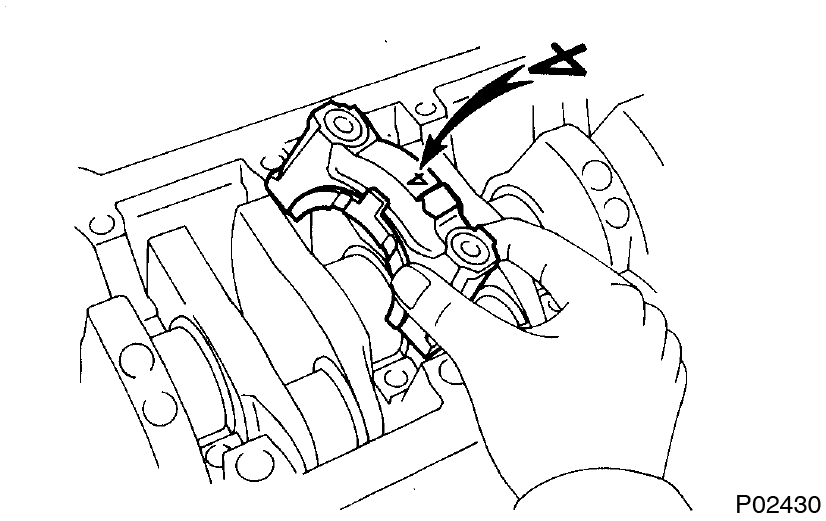
- Install the main bearing caps in numerical order with the arrows facing forward.
- Install the lower thrust washers on the No.4 main bearing with the grooves facing outward.
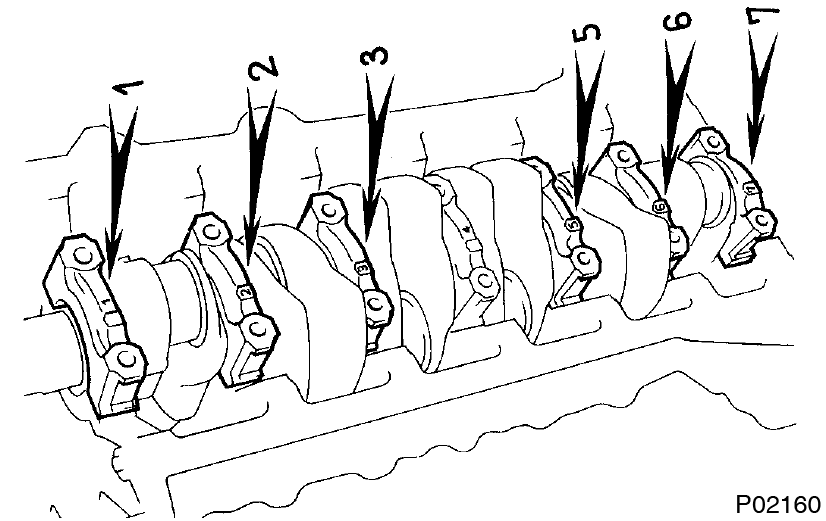
- Install main bearing cap bolts
- The main bearing cap bolts are tightened in 2 progressive steps (steps (b) and (d)).
- If any of the main bearing bolts break or deform, replace them.
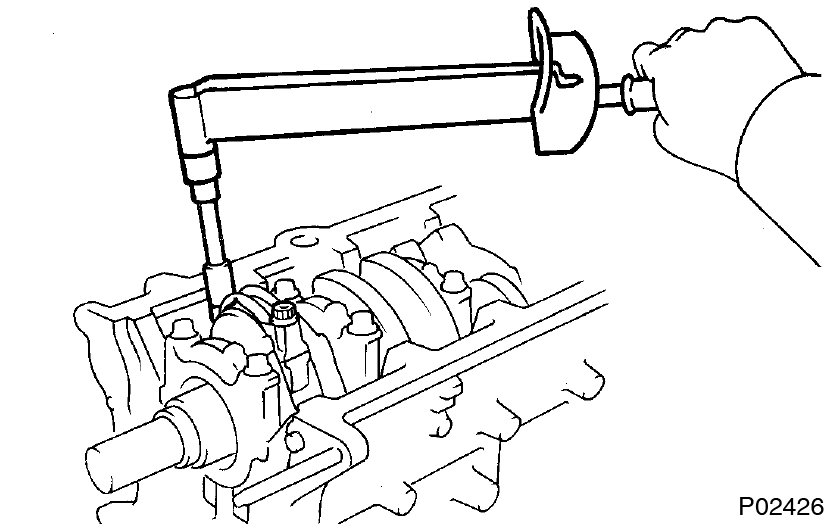
- Apply a light coat of engine oil on the threads and under the heads of the main bearing cap bolts.
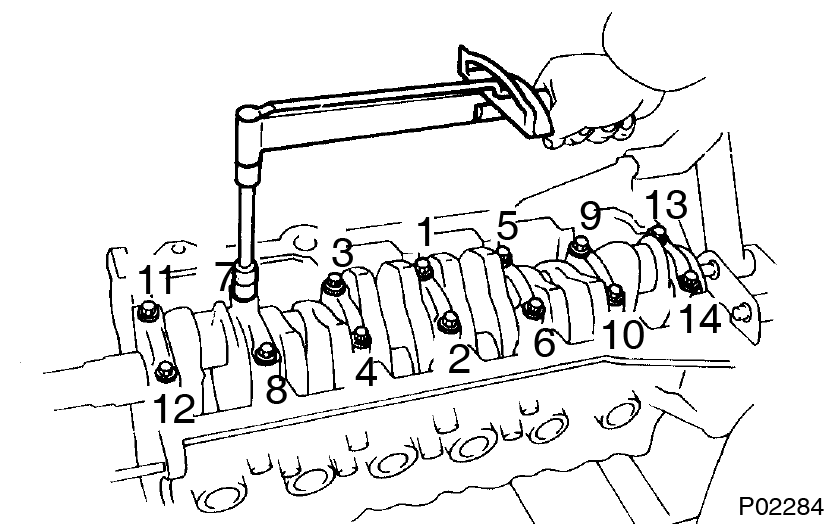
- Install and uniformly tighten the 14 main bearing cap bolts, in several passes, in the sequence shown.
Torque: 44 N·m (450 kgf·cm, 33 ft·lbf)
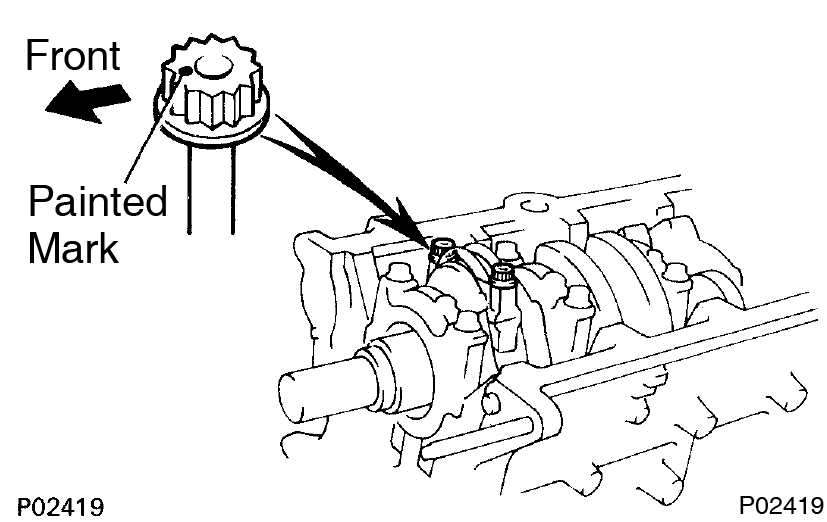
If any one of the main bearing cap bolts does not meet the torque specification, replace the main bearing cap bolt. - Mark the front of the main bearing cap bolt head with paint.
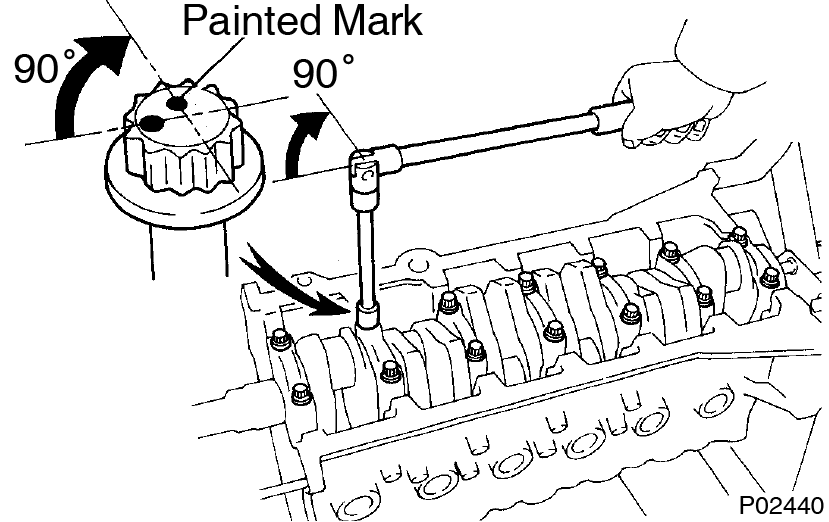
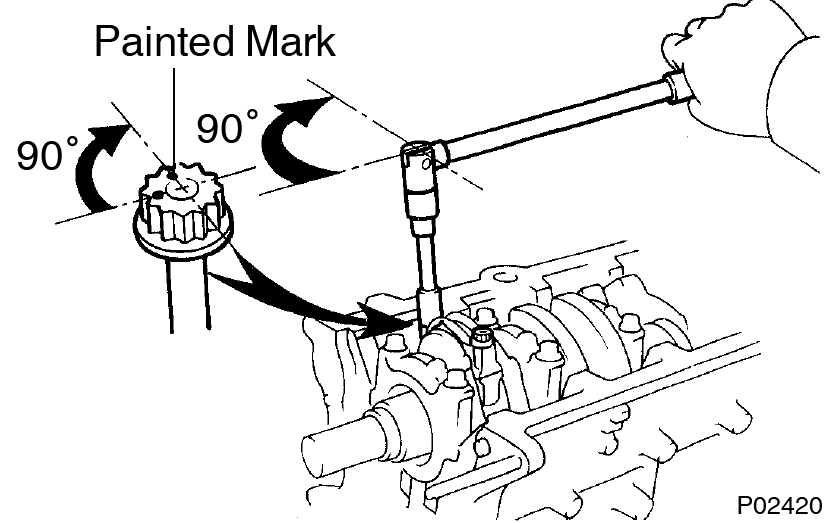
- Retighten the main bearing cap bolts 90° in the numerical order shown above.
- Check that the painted mark is now at a 90° angle to the front.
- Check that the crankshaft turns smoothly.
- Check crankshaft thrust clearance (See page EM-71 )
- Install piston and connecting rod assemblies
 Using a piston ring compressor, push the correctly numbered piston and connecting rod assemblies into each cylinder with the front mark of the piston facing forward.
Using a piston ring compressor, push the correctly numbered piston and connecting rod assemblies into each cylinder with the front mark of the piston facing forward. - Place connecting rod cap on connecting rod
- Match the numbered connecting rod cap with the connecting rod.
- Install the connecting rod cap with by aligning the dowel pin to the corresponding hole.
- Install connecting rod cap bolts
- The connecting rod cap bolts are tightened in 2 progressive steps (steps (b) and (d)).
- If any of the connecting rod bolts break or deform, replace them.
- Apply a light coat of engine oil on the threads and under the heads of the connecting rod cap bolts.
- At first, install and alternately tighten the bolts of the connecting rod cap in several passes.
Torque: 29 N·m (300 kgf·cm, 22 ft·lbf)
If any one of the connecting rod cap bolts does not meet the torque specification, replace the cap bolt. - Mark the front of the connecting rod cap bolt with paint.
- Retighten the connecting rod cap bolts 90° in the numerical order shown.
- Check that the painted mark is now at a 90° angle to the front.
- Check that the crankshaft turns smoothly.
- Check connecting rod thrust clearance (See page EM-79 )
- Install rear oil seal retainer
- Remove any old packing (FIPG) material and be careful not to drop any oil on the contact surfaces of the retainer and cylinder block.
- Using a razor blade and gasket scraper, remove all the old packing (FIPG) material from the gasket surfaces and sealing groove.
- Thoroughly clean all components to remove all debris.
- Using a non-residue solvent, clean both sealing surfaces.
- Apply seal packing to the retainer as shown in the illustration.
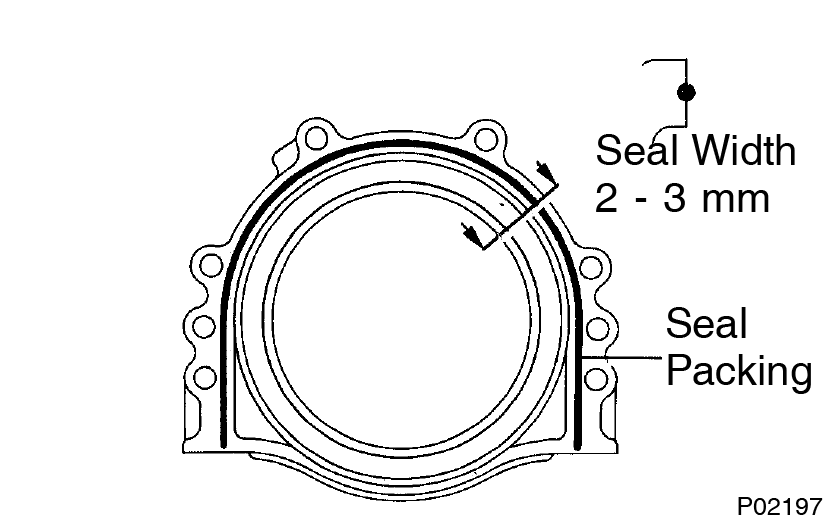
Seal packing:
Part No. 08826-00080 or equivalent- Install a nozzle that has been cut to a 2 - 3 mm (0.08 - 0.12 in.) opening.
- Parts must be assembled within 3 minutes of application. Otherwise the material must be removed and reapplied.
- Immediately remove nozzle from the tube and reinstall cap.
- Install the retainer with the 6 bolts.
Torque: 6.0 N·m (60 kgf·cm, 53 in.·lbf)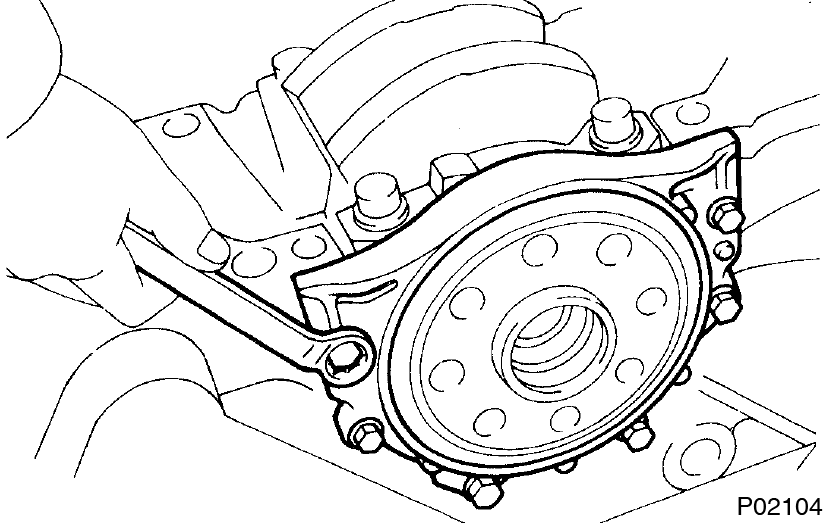
- Remove any old packing (FIPG) material and be careful not to drop any oil on the contact surfaces of the retainer and cylinder block.
- Install oil pump (See page LU-16 )
- Install water pump (See page CO-11)
- Install RH engine mounting bracket and insulator assembly
Torque: 59 N·m (590 kgf·cm, 44 ft·lbf) - Install engine coolant drain plug
Torque: 30 N·m (300 kgf·cm, 22 ft·lbf)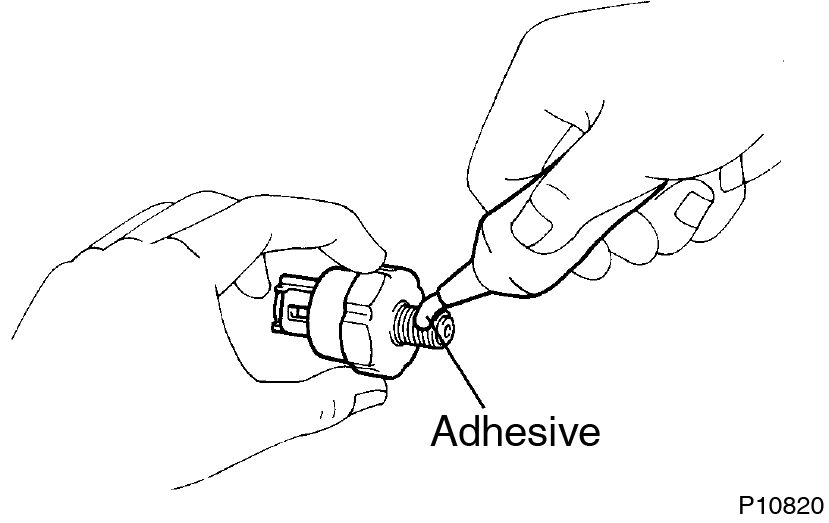
- Install union for oil cooler hose
- Install the nuion not with a new gasket.
Torque: 55 N·m (550 kgf·cm, 41 ft·lbf) - Apply adhesive to 2 or 3 threads of the oil pressure switch
Adhesive:
Part No. 08833-00070, THREE BOND 1324, or equivalent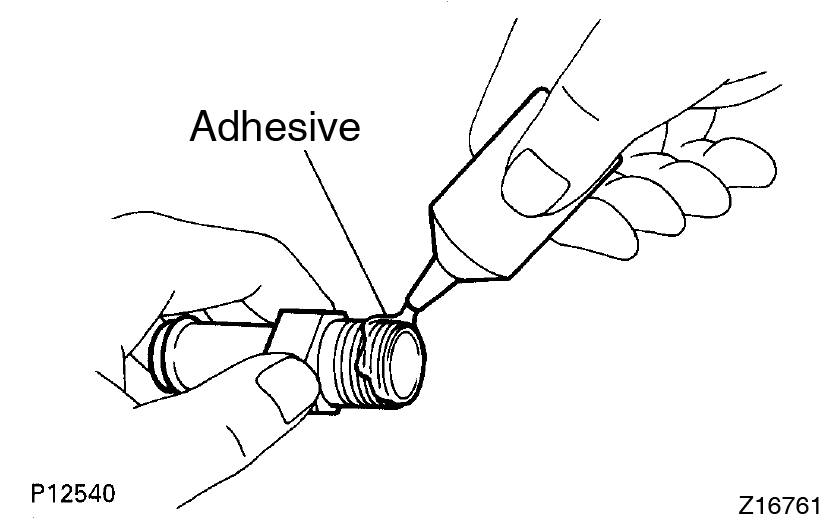
- Using SST, install the switch and sensors.
SST 09816-30010
Torque:
Oil pressure switch: 14 N·m (150 kgf·cm, 11 ft·lbf)
Knock sensor: 44 N·m (450 kgf·cm, 33 ft·lbf)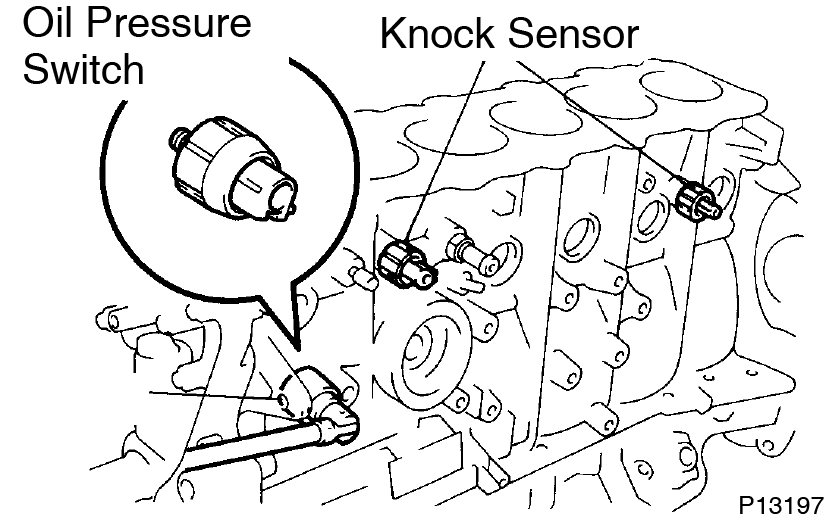
- Install the nuion not with a new gasket.
- Install fuel pipe support
Torque: 28 N·m (290 kgf·cm, 21 ft·lbf) - Install LH engine mounting bracket and insulator assembly
Torque: 59 N·m (590 kgf·cm, 44 ft·lbf) - Install oil filter and bracket assembly
- Install No.2 water bypass pipe with hose
- Install a new gasket to the water pump.
- Install the water bypass pipe with the 2 bolts and 2 nuts.
Torque: 21 N·m (210 kgf·cm, 15 ft·lbf)
- Install cylinder head (See page EM-47 )
- Install timing pulleys and belt (See page EM-21 )
- Install generator (See page CH-18 )
- Remove engine stand from engine
- M/T:
Install flywheelThe flywheel bolts are tightened in 2 progressive step, (b) and (d).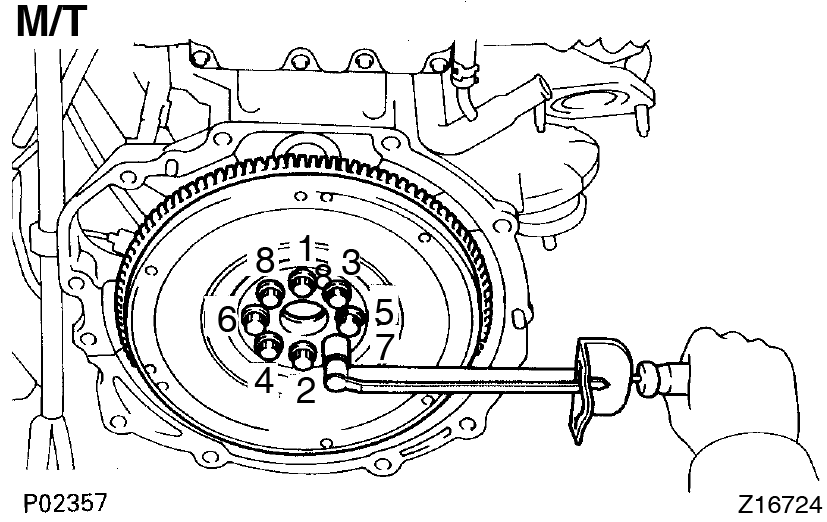
- Install the flywheel on the crankshaft.
- Install and uniformly tighten the 8 bolts, in several passes, in the sequence shown.
Torque: 49 N·m (500 kgf·cm, 36 ft·lbf) - Mark the flywheel bolt with paint.
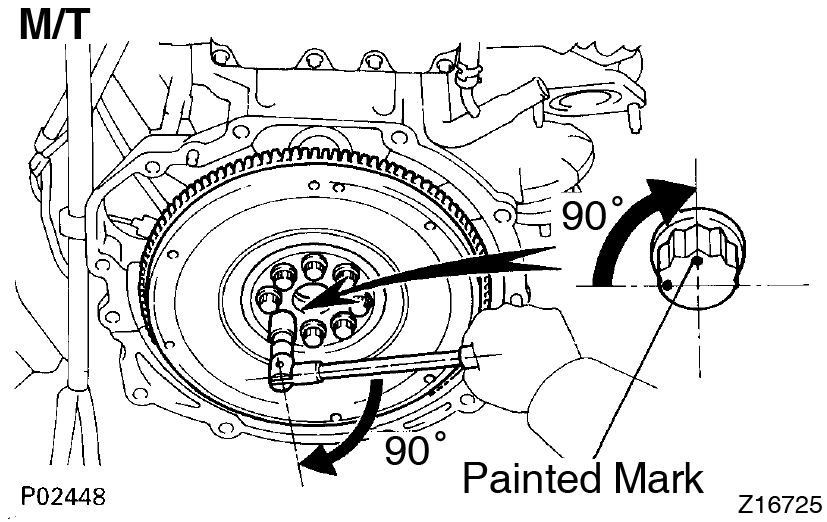
- Retighten the flywheel bolts by an additional 90°.
- Check that the painted mark is now at a 90° angle to (d).
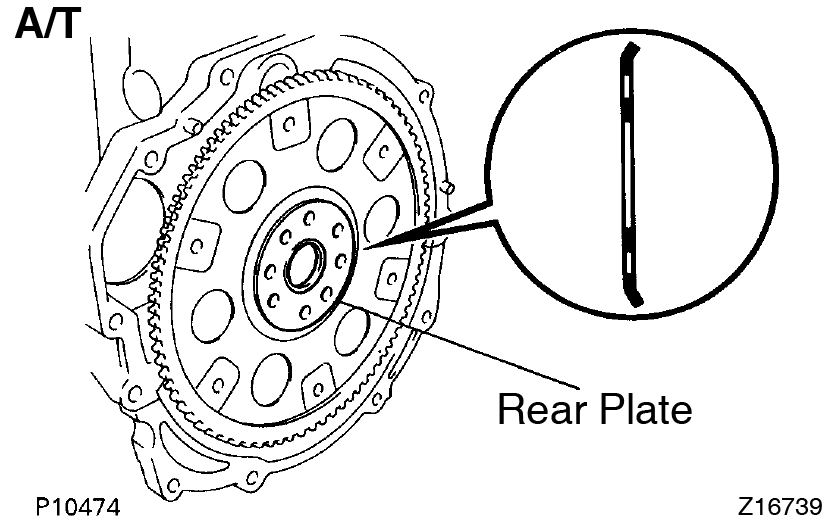
- A/T:
Install drive plate- Install the front spacer, drive plate and rear plate on the crankshaft.
- Apply adhesive to 2 or 3 threads of the mounting bolt end.
Adhesive:
Part No. 08833-00070, THREE BOND 1324 or equivalent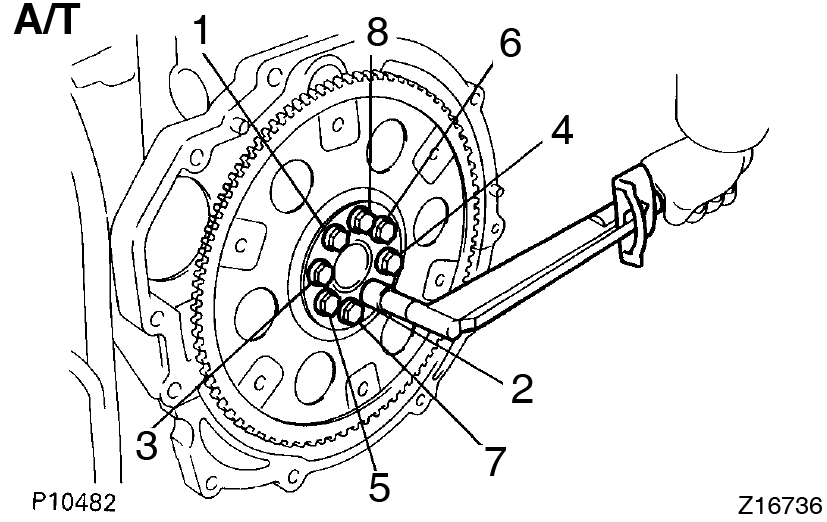
- Install and uniformly tighten the 8 bolts, in several passes, in the sequence shown.
Torque: 83 N·m (850 kgf·cm, 61 ft·lbf)
- Install the front spacer, drive plate and rear plate on the crankshaft.
This guide is based on the book edition Toyota (RM502U, 1997)